大理石工廠概說
大理石工廠的規模有從家庭石材小切廠至高度電腦作業的石材大剖廠。石材工廠常建於工業區來加工不同來源的原石礦物成石材板片或製品。所以未加工的石材會被船從一個洲運至另一個洲以完成加工程序,石材跨國合作幾乎是必然的模式。
今日為了創造專業的大理石作品,建築師、設計師、裝潢、物業主及其它關鍵的大理石工程團體與石材工廠生產商、製造商、養護商及安裝技工師傅致力完成堅固及藝術的創作。
有些大理石工廠只有扮演供應商/加工商的角色,他們對出售的大理石只有名字與售價的一點了解,對石材物性、化性了解非常有限,故不善於在用途或耐用性上給予真正專業的建議。一般而言,大理石用途在較少磨損使用的環境很適合,而其負荷不可過重,例如大理石電視牆的使用。但當被放在浴室、食物供應區或做為大理石地板時,它們需要嚴格挑選材質,多重的保護設計或更專業的維護以延長大理石的使用壽命能歷久彌新。
礦區開採的石塊主要被切成大板或更小片用來組裝於室內。21世紀建築用花崗石材主要是做為外牆或門面,而不是做為實際的結構支撐。以堆疊石頭來建築的日子已離我們久遠,這可回溯至羅馬時代,例如羅馬競技場或萬里長城,甚至更久遠的埃及金字塔。在今日,大部分的花崗石被用來做為鋼骨結構外牆的裝飾薄牆。此時,石材工廠切割的方向很重要,如同石材的厚度或表面處理,在當考慮石材用做外部用途時,大面積的石材色差對花崗石工廠是最嚴峻的挑戰。而室內安裝面積一般而言是較小,相對不那麼困難,但紋路型的大理石拼花,對大理石工廠又是一大挑戰與成就。
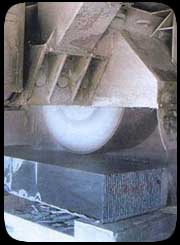
石材工廠原石塊切割
石材工廠切割的方向會大幅影響完成製品的強度、風化、磨損特性及外表。花崗石工廠加工業為了作出最佳的產品,非常努力地了解最堅固的粒子方向,所謂礦物粒子排列、裂縫平面的存在與否、附屬礦物的分佈及用途都是重要的考量。如果滲透吸水性不一致,為了使用最不易滲透的面安裝,以抗風化或磨損,石塊也許會被專業者換邊切割,當然大理石工廠、花崗石工廠仍以紋路美觀為主要考量,建築師、設計師亦多是如此。
大理石工廠會沿著平面水平或垂直切割。垂直切(穿過岩床平面)稱為“Vein cut”。水平切稱為“Fleuri cut”。有些大理石將表現出令人喜愛的製品只有在以某一方向切割時,而有些會以不同方向切割來提供兩個不同的製品。在任何原石的加工,大理石與花崗石都可以有“橫花”或“直花”的選項。
帶有不同方向性紋理商用石材的垂直切割,最能夠相稱對直紋以改變室內安裝的視野及比例。例如天花板會看起來被提高,而牆壁會變深遠或加長,檯面生動活潑。這是藉由謹慎的相稱選擇及大理石的自然紋路來完成。最後安裝時為了要完成紋理的相稱,製造者一般使用同向切割反面研磨的平板面以創造最佳相稱面,可能想像最少有四種以上。雖然相稱拼花在大理石工廠、花崗石工廠可以非常精確,但完美並不總是可得的,因為大理石的岩床中紋理會自然移位,大理石工廠的迴向對花會有6公分以內的可能誤差。
水平切割,它在完工表面提供了有吸引力的斑狀環紋外表,會非常有裝飾性。但因為斑紋外表的本性,這種石材不能具有較具象的相稱,但較容易被拼裝,使用設計上比較不易失敗。
較小片規格石磚相對可以是大理石工廠、花崗石工廠的副產品,卻是歐洲石材設計師的最愛。雖然混合亂拼不如相稱外牆一樣具普遍對花對紋對色。一般來源相同的磚是可被隨意地混合施作,但有的大理石的某些特徵也常被設計師利用,這是一個與品味、價值及可用性有關的事情。這些特徵如色彩、方向或分叉的紋理、條紋、波紋、底影等,使它們本身被用來創造特別極端的視覺藝術,常見於wall art藝術牆及需要變化的空間,這是一門活石的藝術。
大理石工廠、花崗石工廠尺寸及厚度
為了幫助計畫及生產,以前便已建立標準製品
尺寸,而今日仍在使用。尺寸有從寬7尺長10尺的大板,到長寬15公分的地磚,甚至更小的馬賽克石材。雖然有標準尺寸,大理石工廠、花崗石工廠生產者只會被從採石場開採出原石塊的尺寸所限制。
一般而言,大理石厚度在四公分或以內指的是“薄stock”,而“立體stock”是指厚度超過四公分的石材。平板可由鋼砂拉鋸切割花崗石塊獲得,或由並排的鑽石刀片如麵包切割機同時切出數十片石材毛板。而整齊的石塊也是可以用鑽石圓鋸製造規格製品,再以研磨台使表面變平滑及光亮。
外牆及地磚的標準厚度從1.0公分、1.5公分、1.8公分、2 公分、3公分為主流。在最近,已可獲得厚度8mm及9mm的強化薄板大理石甚至花崗石。這些超薄石材是由玻璃纖維往或矽酸鈣板複合組成,並以環氧樹脂黏結複合材料。此可用做堅固的隔牆、超輕的石材、超大的石板,這種輕薄的石材裝飾用途很具有前瞻性,但並非一般大理石工廠、花崗石工廠可承作的製品。
厚度及全部大小之間的比例是一個重要的考量,彎曲強度、熱膨脹係數及其它物理性質受到石頭厚度及體積的影響。在某些例子中,較薄的外牆也許需要強化背面才了以利支撐,端視石材的物理特性而定。石材愈薄愈脆弱,故地基傾斜或地震的容忍度,甚至水泥灰或黏劑的使用及背面粘結強度均必須變得更加敏感。
同樣地,在建築外部(帷幕牆)的例子中,外牆愈薄,強度、應力及安全的容忍度便愈低。其次,風化及環境因素變得更重要,因為較薄的石材幾乎不能抵抗風化及環境污染。較薄石材的可行性與大理石的物理特性、氣候及磨損情形有關。一般規則為:石材愈薄,特別是那些用來室外用途的,它們將愈易受到源於冷熱循環的應力及風化的影響,因此強化超薄板的生產研發是傳統石材工廠目前最薄弱的一環。
石材製品的完成
石材工廠的製品有許多種機器設備,製作者使用切割機、研磨機、定厚機、成型機、砂磨機、拋光機去完成石材體與面的加工。有用氣動及電動的工具,手工亦數其一,不同的研磨,除了基本的工具外,研磨石及拋光片等週邊材料具族,才能用來完成複雜的製作工作。
石材工廠研磨是完成製品的最後步驟,研磨是使用金剛砂加水研磨,使大理石的表面平滑。這也許可在一大型自動研磨機台,或小型的手工具完成。研磨機一般有一到數個固定在盤子上的旋轉磨頭。機器來回地在石材毛板上研磨。研磨使大理石的表面變得更細,藉以進步的細研磨磚、細研磨劑研磨來完成,直到表面摸起來特別平滑及光澤明顯為止。
傳統的拋光是以拋光化合物及草酸石磨完成,這與現場石材美容使用拋光粉或晶化劑並不一樣,效果也不同。它們研磨是利用化學的酸化性質軟化填塞了毛細孔,並使表面平滑似結晶粒子,產生了高度反射光澤。現代石材廠將這些步驟以電腦化機器的生產線方式進行,已經進入很成熟的階段。
二次石材加工廠接手小片製品的裁切與磨邊,這反映出了現場工地量身的唯一尺寸,因此需要格外細心與精準。而拼花亦是工廠的重頭戲,至於如何拼呢?石材公司先拼出4-10種可能的選項是最理想的方式,此時設計能力又是另一成敗的關鍵,海好目前電腦配圖很方便,不用再靠想像或運氣來加工石材了。
二次石材加工廠對加工磨邊是有建設性的,畢竟有磨邊的石材恰如有裱框的圖畫,加工的型態常見的有不下十種,基本上乾磨是不符合基本水平要求的。而石材水刀廠的曲線加工與藝術拼花;石材噴砂廠的圖案呈現與止滑處理目前也都很普遍;可以說石材工廠是產業不可或缺的引擎,石材設計規劃才是驅動石材產業列車的汽油。 |
|
 石材工廠剖鋸切磨介紹
石材工廠剖鋸切磨介紹